Ventilmodulkombinationen

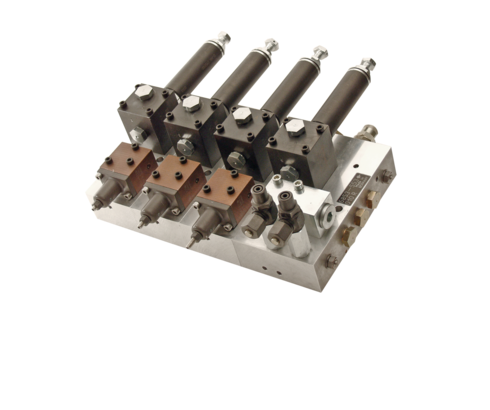
Die Ventilmodulkombination ist eine aus Einzelmodulen zusammengesetzte Ventileinheit. Sie dient zur Ansteuerung komplexer hydraulischer Spannvorrichtungen. Um Werkstücke sicher in Spannvorrichtungen zu fixieren, müssen Funktionen wie das Positionieren, Spannen und Stützen in einer definierten Reihenfolge ablaufen. Teilweise ist es notwendig, einzelne Funktionen mit reduzierten Spanndrücken auszuführen, um eine optimale Werkstückspannung zu gewährleisten.
Dazu werden Zuschaltventile und Druckregelventile in den hydraulischen Spannkreis integriert. Das führt zu einem erheblichen Leitungsaufwand, sowohl bei einer Verrohrung, als auch bei der Nutzung von gebohrten Kanälen. Durch die Verwendung der Ventilmodulkombination wird der Leitungsaufwand erheblich reduziert, da alle notwendigen Steuerungs- und Druckventile direkt auf der Einheit angeordnet sind.
Die Ventilmodulkombination besteht aus einem Eingangsmodul und bis zu drei Reihenmodulen (Verkettung weiterer Module nach Rücksprache).
Im Eingangsmodul sind folgende hydraulische Funktionselemente integriert:
- Drosselrückschlagventil mit angeschlossenem Leitungsfilter für die zwei Eingänge, zur Reduzierung des Volumenstromes bzw. zur Filterung des Druckmediums
- Entsperrbares Rückschlagventil (vorgesteuert) zur Absicherung des Spannkreises bei Druckabfall z.B. durch Leitungsbruch.
- Druckregelsitzventil zur Reduzierung des Druckes für die erste Steuerfunktion auf der Vorrichtung.
- Zwei Minimessanschlüsse zum Anschließen eines Manometers für die Druckeinstellung.
Die Reihenmodule werden direkt mit dem Eingangsmodul verkettet. Somit lassen sich weitere Spannfunktionen realisieren.
Die Module sind mit folgenden hydraulischen Funktionselementen ausgestattet:
- Zuschaltventil zur Realisierung einer oder mehrerer Schaltfolgen (in der Verkettung in Reihe geschaltet).
- Druckregelsitzventil zur Reduzierung des Druckes in der entsprechenden Schaltfolge.
- Minimessanschluss zum Anschließen eines Manometers für die Druckeinstellung.
- In den Grundplatten der Module sind zusätzliche Kanäle integriert, welche als Hydraulik-/Pneumatikkanäle oder auch zur Durchführung von elektrischen Leitungen genutzt werden können. Wenn eine permanente visuelle Drucküberwachung gefordert ist, können Manometer nachgerüstet werden.
| Art.-Nr. | CAD-Daten | Beschreibung |
|---|---|---|
|
Art.-Nr.
|
CAD-Daten
|
Beschreibung
Manometerverschraubung Typ B
mit Dichtkantenring
G1/4 - Rohr-Ø 8 mm
max. 500 bar, nach Katalogblatt F9.300
|
|
Art.-Nr.
|
CAD-Daten
|
Beschreibung
Einschraubverschraubung D8S
G1/4 - Rohr-Ø 8 mm
max. 400 bar, nach Katalogblatt F9.300
|
|
Art.-Nr.
|
CAD-Daten
|
Beschreibung
Manometer 0 – 400 bar
mit Glyzerin-Füllung
mit Verschlussstopfen
Anschluss G1/4
nach Katalogblatt F9.300
|
|
Art.-Nr.
|
CAD-Daten
|
Beschreibung
Manometer 0 – 400 bar
mit Glyzerin-Füllung
mit Verschlussschraube SW 9
Anschluss G1/4
nach Katalogblatt F9.300
|
Die Abbildungen zeigen eine hydraulische Spannvorrichtung zur Bearbeitung einer Aggregatehalterung für eine landwirtschaftliche Zugmaschine. Das Werkstück wird auf einem horizontalen Bearbeitungszentrum von vier Seiten bearbeitet. Die Bearbeitung der Rückseite des Werkstücks erfolgt von hinten durch den Grundkörper.
Als Spannelemente kommen Schiebegelenk-Spannpratzen, Universalzylinder, ein Abstützelement sowie zum „Schwimmenden Spannen“ der beiden oberen Laschen Einschraubzylinder mit Klemmmkolben zum Einsatz. Angesteuert werden die hydraulischen Elemente über die auf der Rückseite montierte Ventilmodulkombination.
Ablauf des Spannvorgangs
Schritt 1:
Spannen mit der ersten Schiebegelenk-Spannpratze gegen die Festauflage, sowie
seitliches Positionieren mittels eines Universalzylinders.
Schritt 2:
Erstes Zuschaltventil öffnet, Abstützelement fährt gegen die Unterseite des Werk-stücks und wird hydraulisch geklemmt.
Schritt 3:
Zweites Zuschaltventil öffnet, zwei jeweils gegenüberliegende Einschraubzylinder mit Klemmkolben spannen die beiden oberen Laschen des Werkstücks „schwimmend“. Gleichzeitig spannt die zweite Schiebegelenk- Spannpratze auf das Abstützelement.
Nutzen Sie die kostenlosen Vorteile unseres Login-Bereichs:
- Download von CAD-Daten
- Download von Betriebsanleitungen
Willkommen zurück! Melden Sie sich in Ihrem bereits bestehenden Benutzerkonto an.